In this picture, you can see that there is only the very slightest hint of curling upwards at the left edge. I will try to tweak the settings on future prints to improve this further, but this is really an acceptable amount of curling during the print. The hot print head pushes this back down on each new layer so it doesn’t cause any problems.

Here you can see the curved bottom of the belt clip in black (on the left side) printing on a nice bed of PVA support.


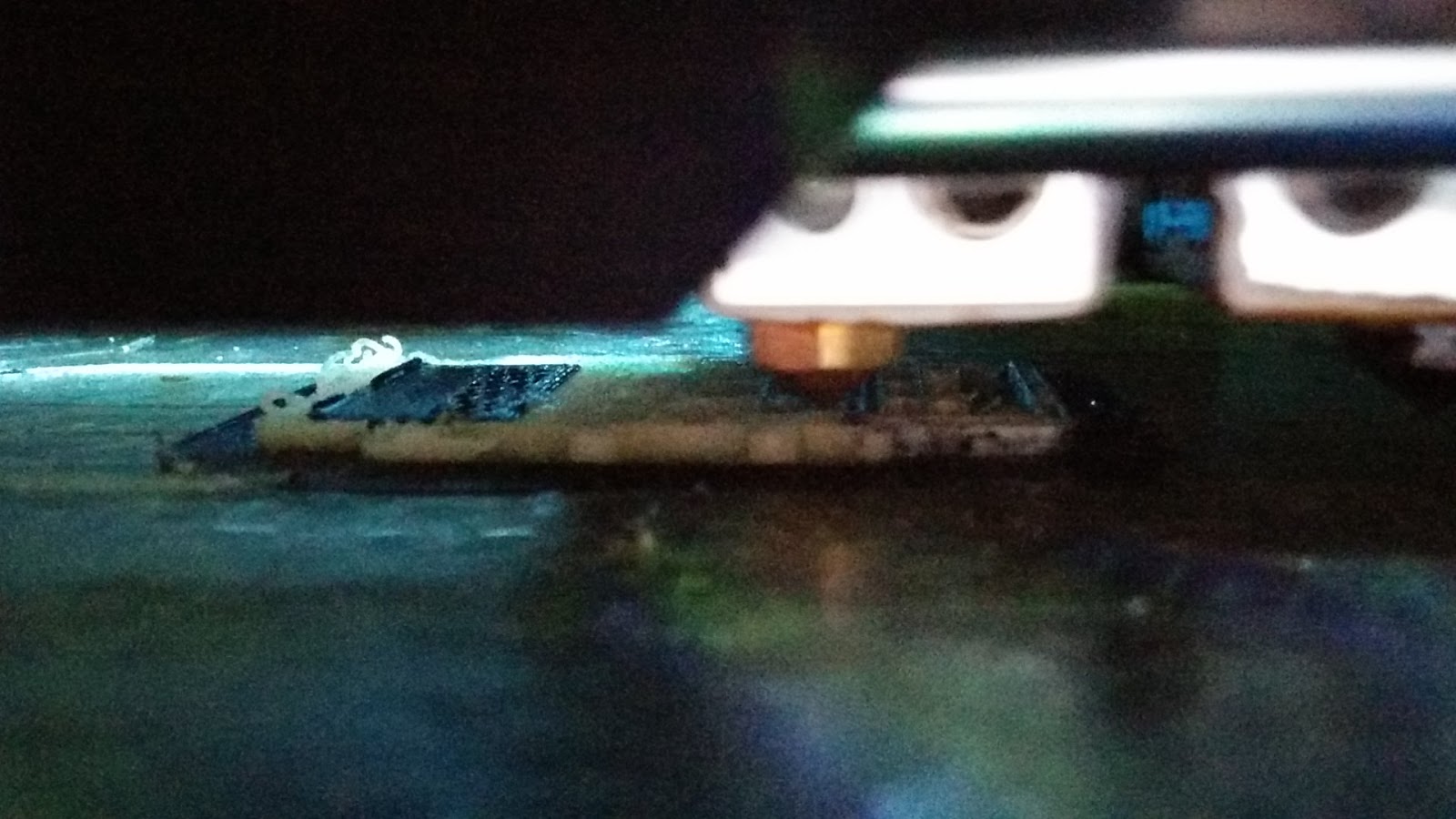
The PVA support material is built up in columns that flair out at the top to support the upper layers of the part. You can see that the bottom of the belt clip part angles upwards to the right and the columns are in place here to support the first layer of the Withings Pulse holder itself. The image is a bit dark, but the first layer of black PLA is being printed here on the left side on top of the PVA pillars.

This is the whole piece just after completion of the print. Notice the hairy PVA sticking out of the left side. This was PVA that oozed out while it was busy printing with the PLA. I used 200C as a print temperature for the PVA, but I think now that maybe a lower temperature might have worked with less oozing. I also should probably test the extruder calibration to see if maybe I am extruding too much PVA and it is building up pressure inside the print head causing more to ooze out later.
After the print finished, I dropped it in a bowl of warm water:

After about 1-2 hours, the PVA was 90% dissolved off. Other than a few spots in the nooks and crannies inside the belt clip part, it was basically clean. No work required.
I went ahead and changed the water and then left it overnight, and sure enough, even the nooks and crannies had dissolved off by morning. The point where the belt clip almost touches the rest of the holder (the “mouth” of the clip) still had a bit of gooey PVA in a .5mm gap, but I bent it open and ran some water from the faucet over it and it washed away immediately. So that worked better and easier than I expected.
Here is a picture of the part in the foreground with the belt clip part down. The Withings Pulse itself is in the background.

Here, I’ve turned the part over so the belt clip part is up. The bottom isn’t 100% smooth, but it is 10x cleaner than anything I’ve ever gotten with PLA support material. It is slightly rough to the touch, but no sharp pieces sticking out at all. I figure I could sand it a bit to clean it up a bit more, but it is fine for my purposes as is.

And just for completeness, here is the Withings Pulse inside the clip:
